1. Why Pasteurization Is Non-Negotiable in Modern Dairying
Raw milk is a biologically active fluid that can harbor pathogenic and spoilage microorganisms. Even under excellent farm hygiene, milk cannot be assumed safe for direct consumption at scale. Pasteurization therefore exists not to improve milk, but to protect consumers and stabilize quality.
Historically, pasteurization transformed milk from a local, high-risk commodity into a globally tradable food. In modern systems, it is the foundation upon which all downstream dairy products are built.
Core objectives of pasteurization
● Destroy pathogenic microorganisms
● Reduce spoilage organisms
● Preserve nutritional and sensory quality
● Enable safe storage and distribution

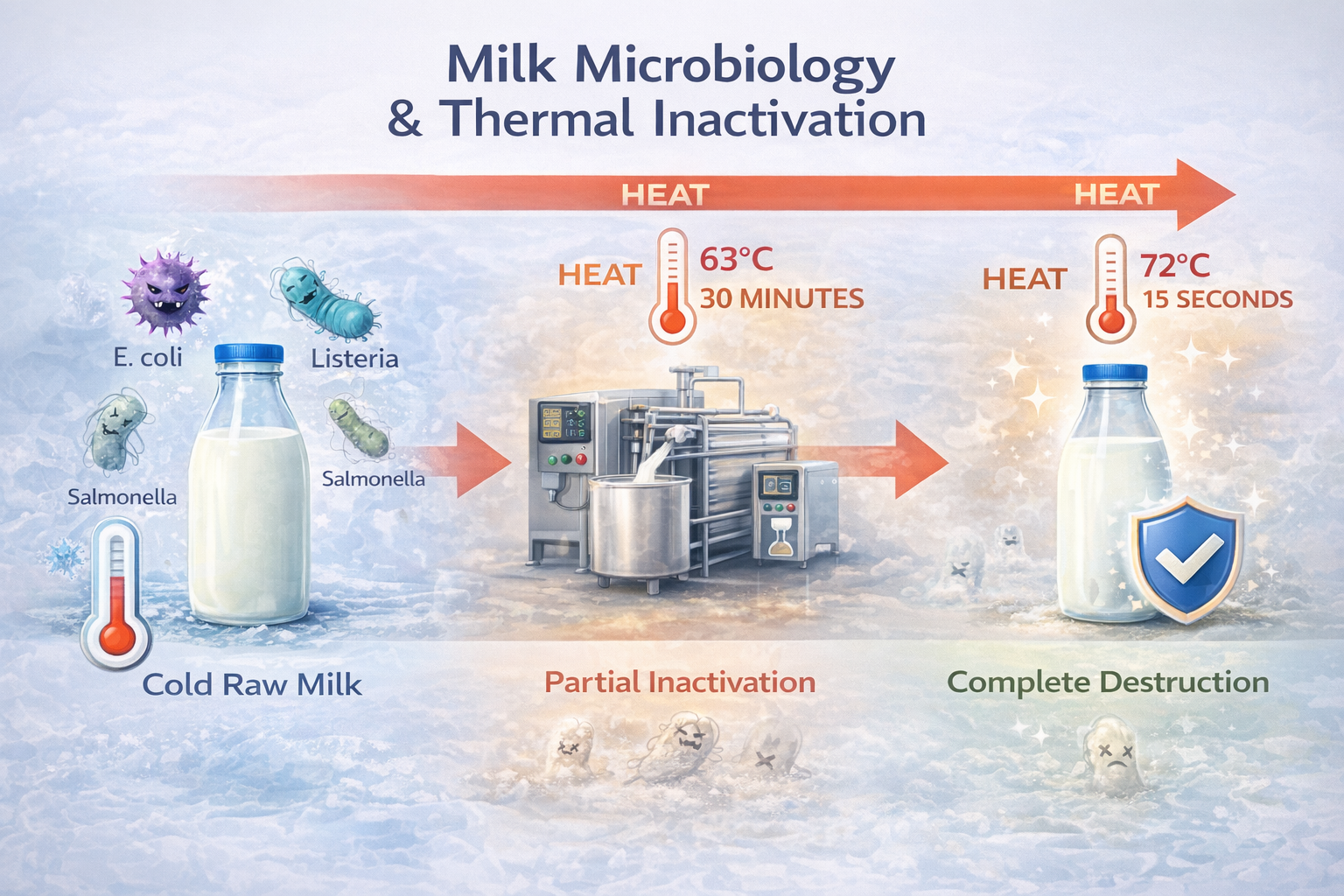
2. Microbiology of Milk and Thermal Inactivation
Milk supports rapid microbial growth due to its high water activity and nutrient richness. Pathogens such as Mycobacterium, Salmonella, Listeria, and E. coli pose serious public health risks.
Pasteurization relies on time–temperature combinations sufficient to inactivate these organisms without excessively damaging milk proteins or flavor.
Thermal destruction principles
● Higher temperature → shorter time
● Target most heat-resistant pathogens
● Enzyme inactivation as safety markers
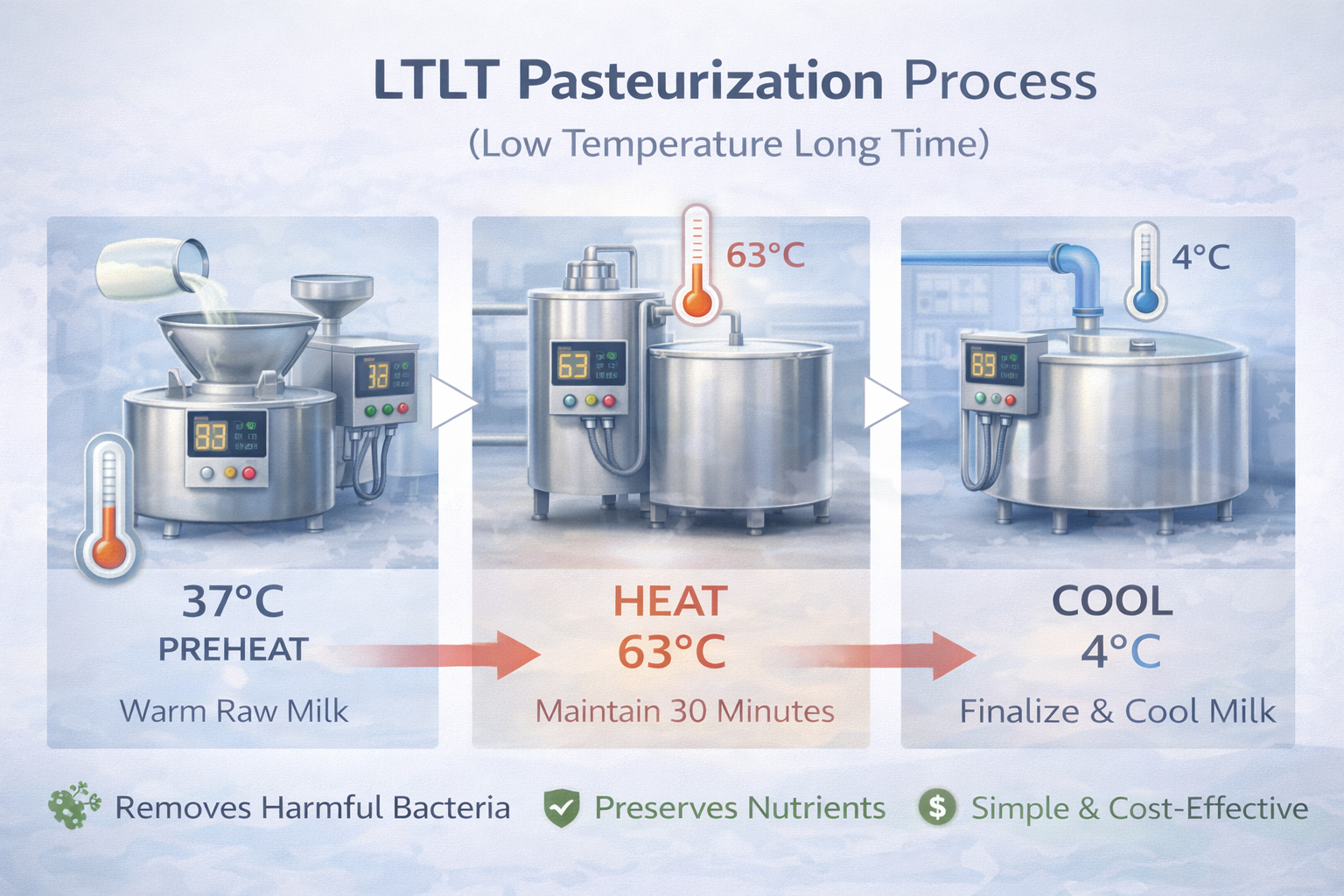
3. Low-Temperature Long-Time (LTLT) Pasteurization
LTLT pasteurization heats milk to 63°C for 30 minutes. It is simple, robust, and suitable for small-scale or batch processing.
However, it is energy-intensive and less efficient for high volumes.
LTLT characteristics
● Batch-based operation
● Simple equipment design
● Suitable for small dairies and pilot plants
● Higher flavor impact compared to HTST
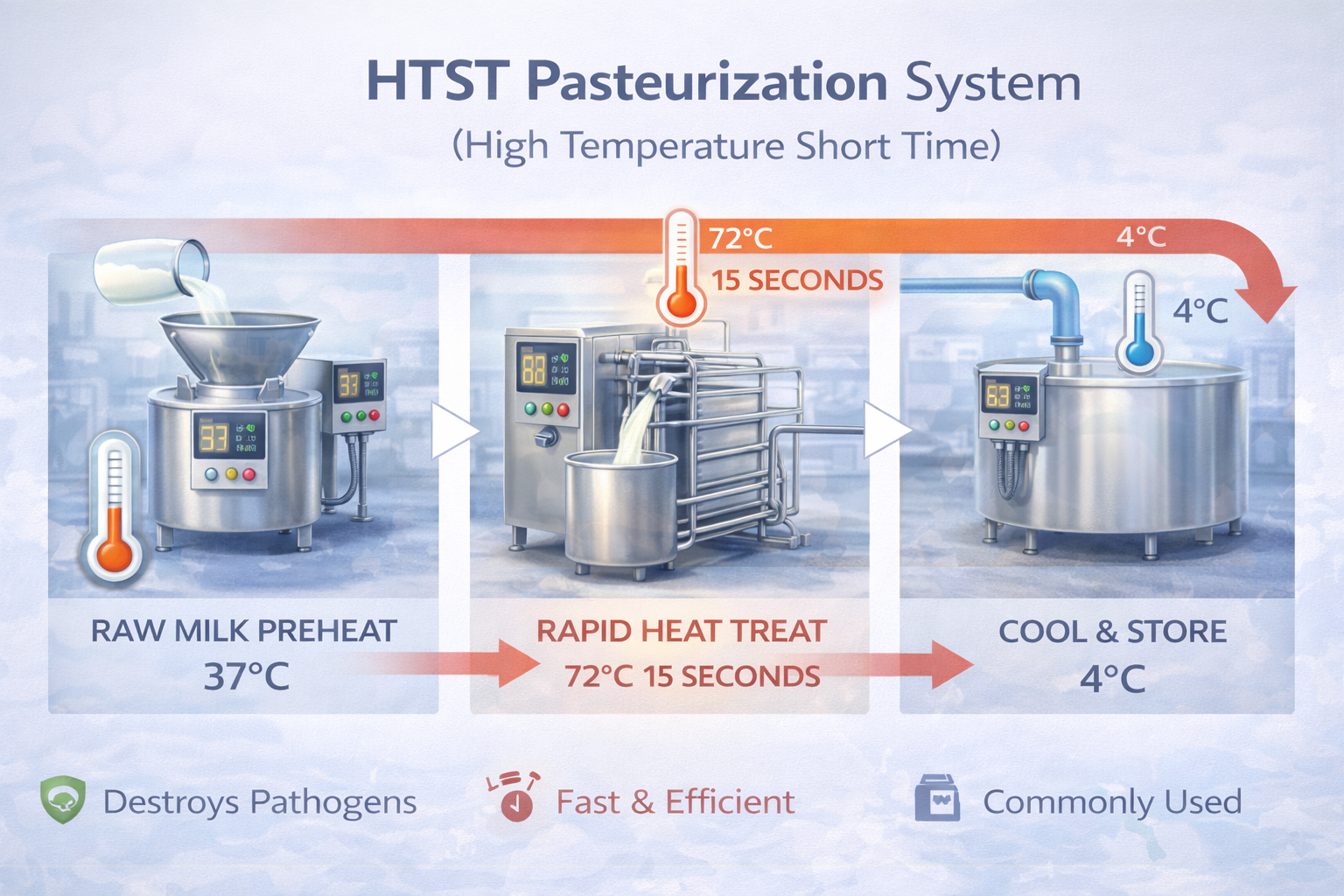
4. High-Temperature Short-Time (HTST) Pasteurization
HTST pasteurization heats milk to 72°C for 15 seconds using continuous plate heat exchangers. It is the global standard for fluid milk processing due to efficiency and product quality retention.
HTST systems require higher capital investment but offer superior throughput and consistency.
HTST advantages
● Continuous processing
● High energy efficiency (heat regeneration)
● Better flavor preservation
● Suitable for medium to large plants
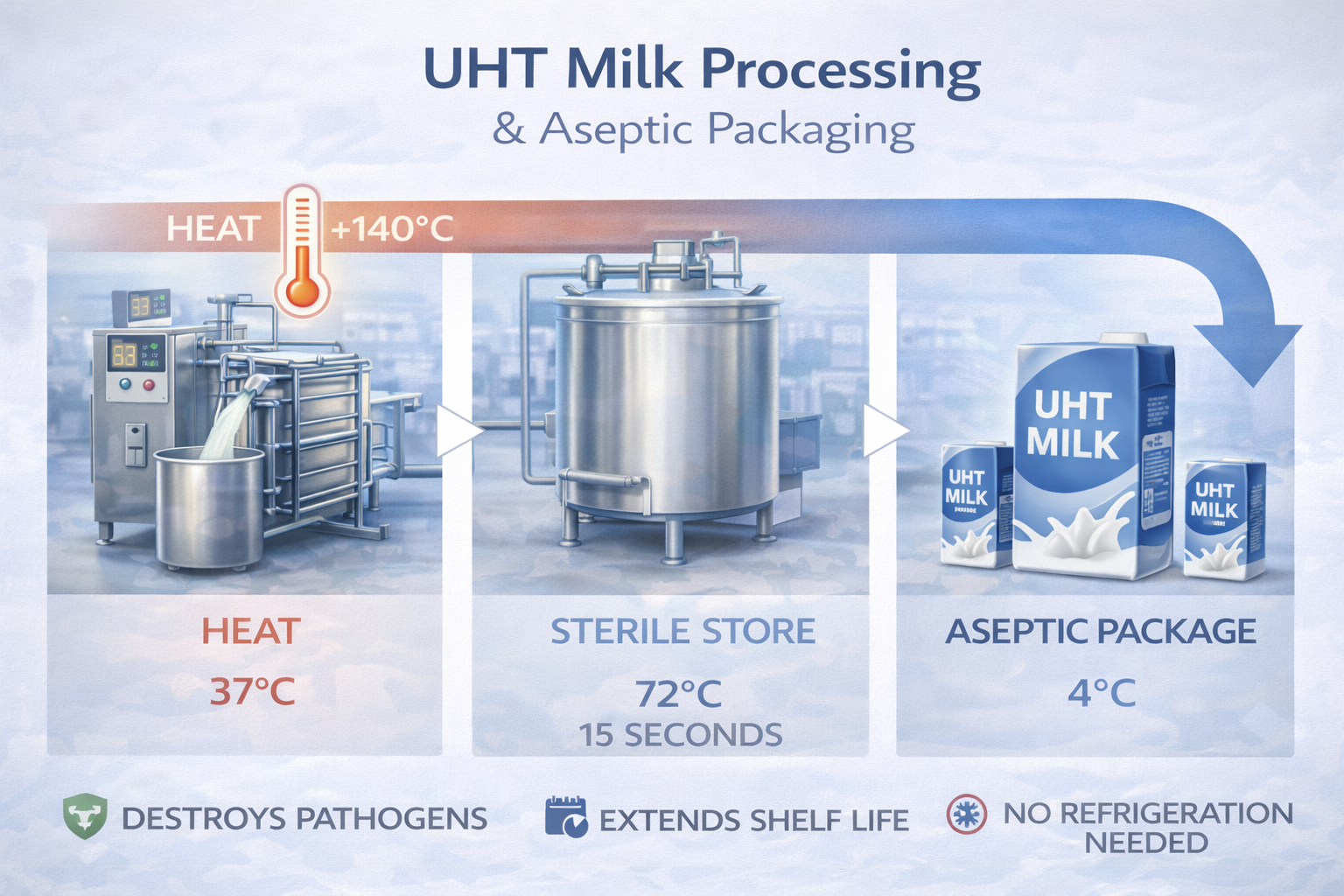
5. Ultra-High Temperature (UHT) Processing
UHT processing subjects milk to temperatures above 135°C for a few seconds, achieving commercial sterility. This allows milk to be stored at ambient temperature for months.
While highly effective for shelf life, UHT alters milk flavor and requires aseptic packaging.
UHT system features
● Extended shelf life (6–9 months)
● No refrigeration before opening
● High capital and technical complexity
● Distinct cooked flavor profile
6. Post-Pasteurization Handling and Hygiene
Pasteurized milk is vulnerable to recontamination. Therefore, hygienic design, closed systems, and cleaning-in-place (CIP) protocols are essential.
Failures at this stage negate all prior safety efforts.
Critical control points
● Closed piping systems
● Sanitary valves and seals
● CIP effectiveness verification
● Operator hygiene discipline
 _
7. Scale-Wise Processing Systems (India-Specific)
_
7. Scale-Wise Processing Systems (India-Specific)
Milk processing infrastructure must align with scale and market orientation.
Village and micro-scale
● Batch pasteurizers
● Limited automation
● Direct local distribution
Medium-scale
● HTST systems
● Cold chain integration
● Regional distribution
Large-scale
● UHT and high-capacity HTST
● Fully automated CIP
● National or export markets

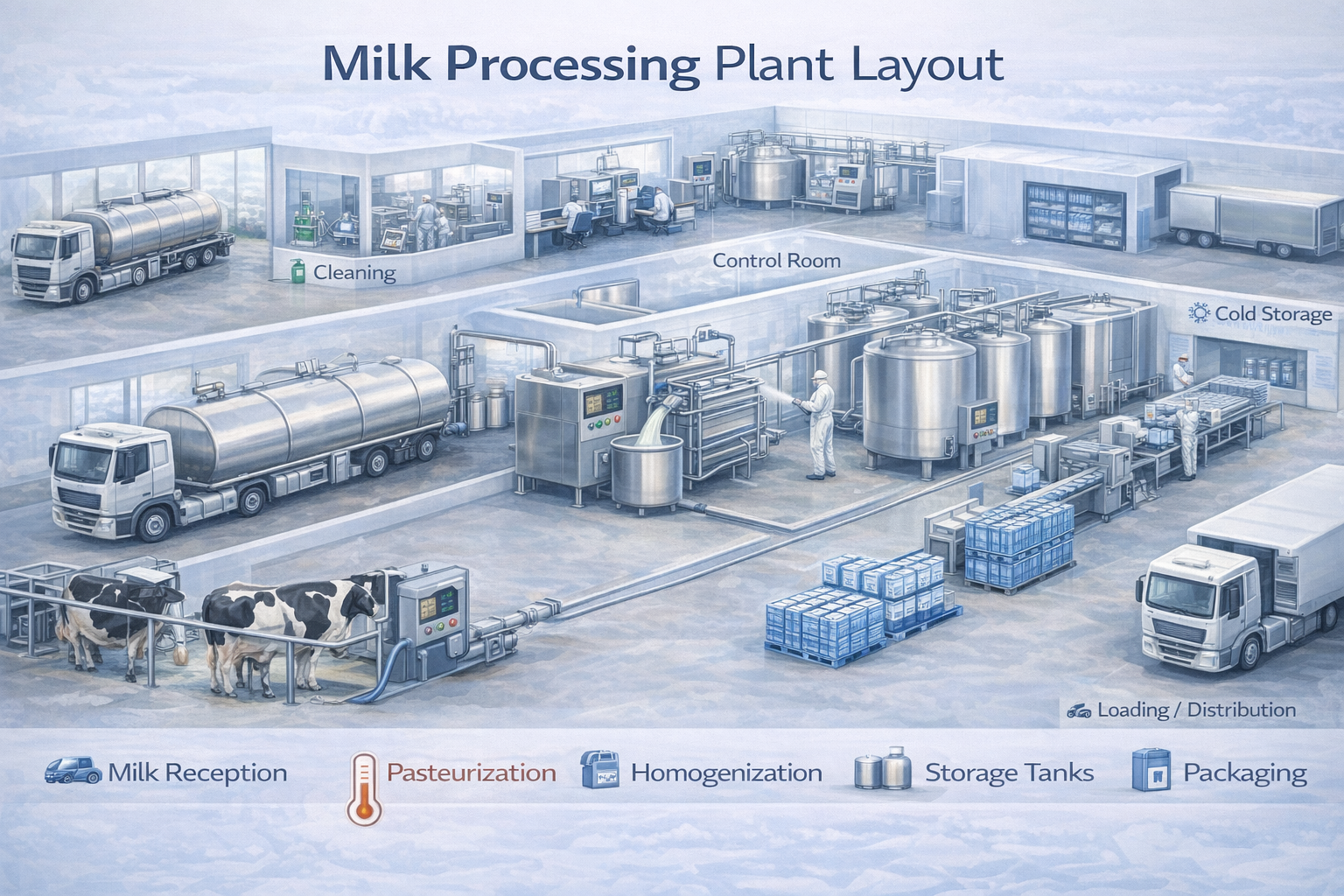
8. Equipment Design and Plant Layout Principles
Efficient dairy plants minimize contamination risk, energy loss, and labor inefficiency. Layout must follow unidirectional product flow—from raw to pasteurized zones.
Design principles
● Raw and pasteurized area separation
● Smooth, cleanable surfaces
● Logical equipment sequencing
● Personnel hygiene zoning
9. Quality Testing and Regulatory Compliance
Pasteurized milk must meet regulatory standards for microbial load, enzyme activity, and labeling. Regular testing ensures process control and consumer safety.
Key quality tests
● Phosphatase test (pasteurization adequacy)
● Total plate count
● Coliform count
● Shelf-life validation

10. Economics of Milk Processing
Processing economics depend on throughput, energy efficiency, labor, packaging, and market pricing. Underutilized plants struggle financially, while well-sized plants achieve economies of scale.
Economic drivers
● Capacity utilization
● Energy recovery efficiency
● Packaging cost
● Distribution radius

Conclusion: Processing Is Food Safety Engineering
Milk processing is not merely heating—it is food safety engineering. Farms and processors that respect microbial science, hygienic design, and scale economics deliver safer products, longer shelf life, and stronger market trust. Pasteurization is the bridge that connects dairy farming to public health.